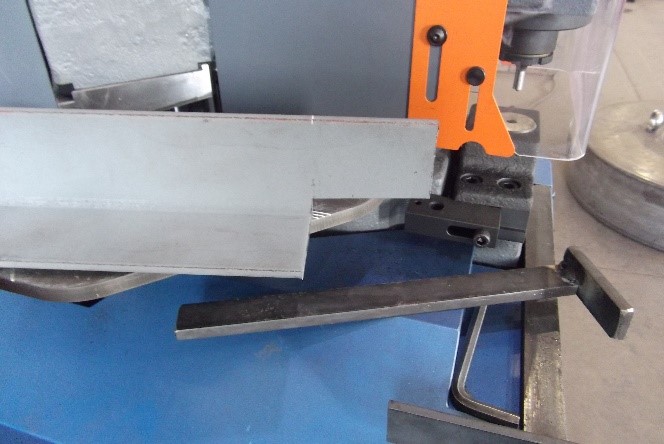
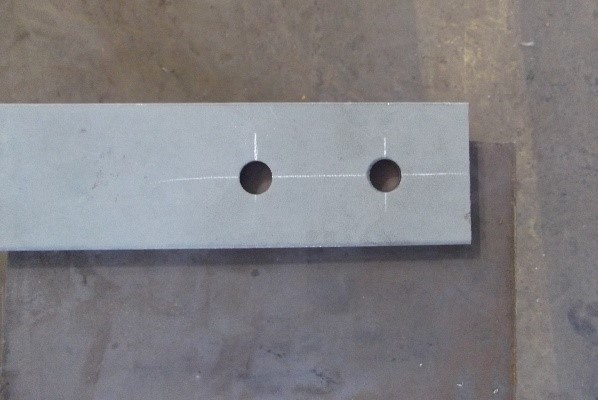
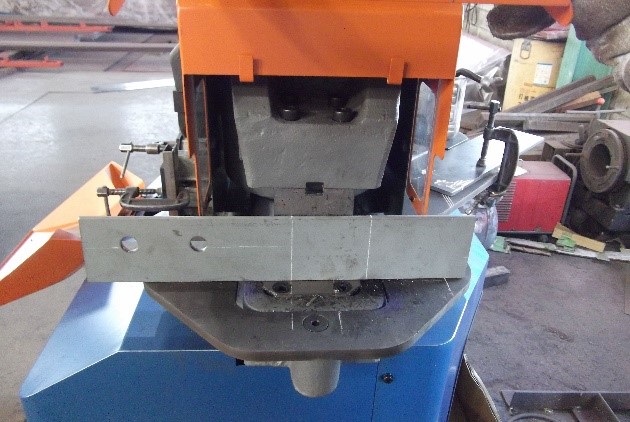
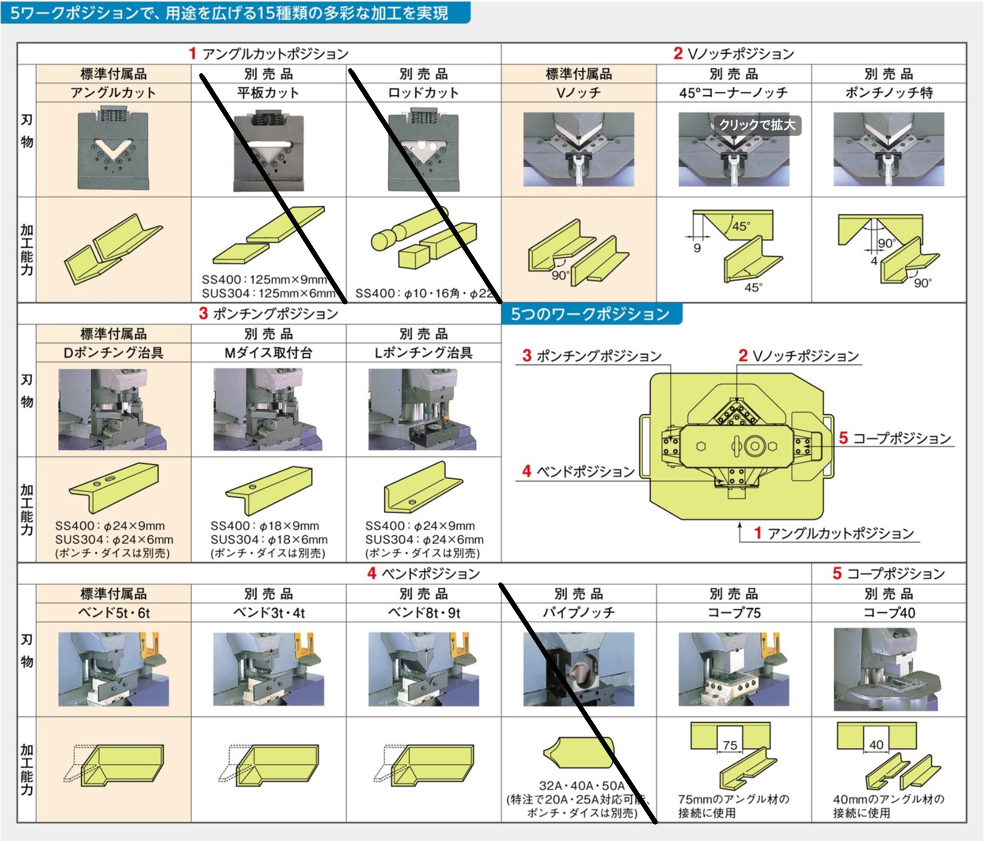
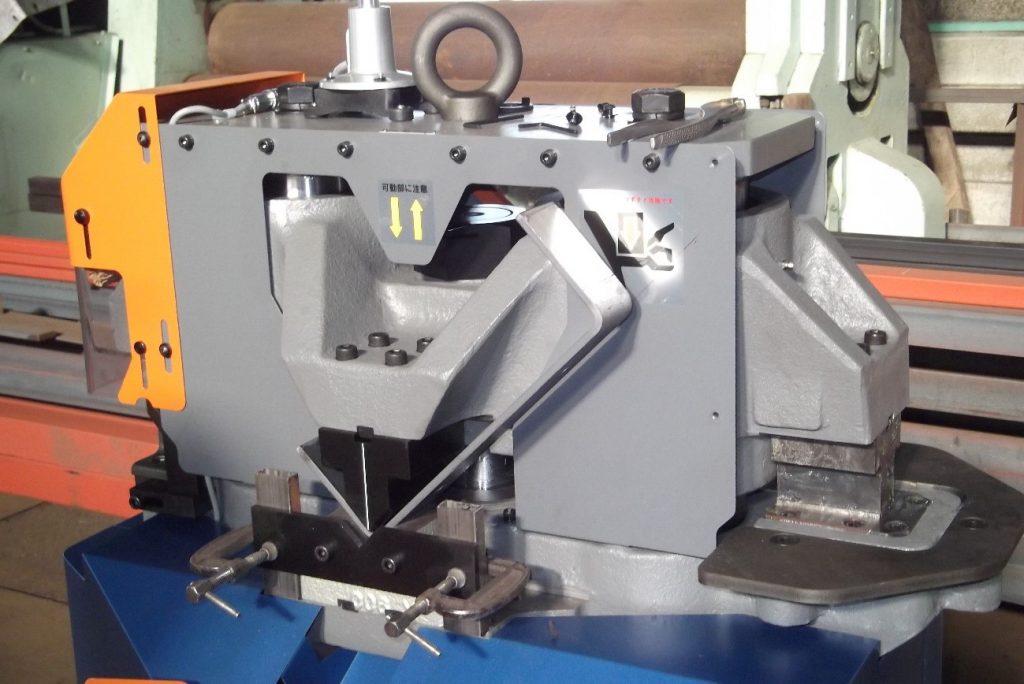
日東工業 マルチワーカー FB 9×50 プレス曲げ加工 L-75×75×6 中間切欠き加工 施工例 1.Vノッチ加工 90度 L-65×65×6(位置マーキング後にVノッチ金型を使用) 2.先端ノッチ加工 70L L-65×65×6使用(位置マーキング後にVノッチ金型を使用) 3.穴明加工 L-65×65×6使用(位置マーキング後にポンチング金型を使用) 4.中間切欠き加工 70L L-65×65×6使用(位置マーキング後にコープ金型を使用) マルチワーカーによる様々な加工形状 *上記の加工計上のうちアングルカットポジションの平板カットおよびロッドカット、ベンドポジションのパイプノッチの3加工以外は加工可能です